5.1.1.
Методы физического осаждения из паровой фазы
Данная группа методов часто обозначается английской
абривеатурой PVD (Physical Vapour Deposition). Эта группа методов
объединена общей схемой нанесения покрытия и использованием вакуума (рис. 24).
Сначала материал для покрытия переводится из конденсированного состояния в
состояние пара, затем проводится его транспортировка к подложке (материалу, на
который наносится покрытие), где происходят осаждение материала покрытия из
паровой фазы и формирование покрытия. Использование вакуума облегчает перевод
материала в паровую фазу.
Классификация метода внутри группы определяется
используемым сочетанием способов испарения, транспортировки и осаждения.
Широкое распространение PVD-методов
обусловлено такими причинами: возможность получения очень равномерных
поверхностных слоев толщиной от менее 1 нм до 200 мкм с очень хорошей воспроизводимостью
свойств; размер покрываемой поверхности может быть ограниченным, а может в ряде
случаев (магнетронное напыление) составлять полосы практически неограниченной
длины; возможность селективного нанесения на выбранные участки; почти
неограниченный выбор материалов подложки (теоретически материал подложки может
быть любым); достаточная гибкость к требованиям по температуре подложки;
широкий выбор материалов для поверхностных слоев (металлы, сплавы, химические
соединения); возможность получения многослойных покрытий со слоями разной
толщины и из разных материалов; изменение состава, структуры и свойств слоев
путем варьирования технологическими параметрами нанесения; возможность
выполнения требований к высокой чистоте материала покрытия; минимальное
загрязнение окружающей среды.
К недостаткам этой группы методов можно отнести:
сложность и большую стоимость технологического и контрольного оборудования,
необходимость очень высокой квалификации обслуживающего персонала, сравнительно
низкую производительность, сложность разработки технологического режима для
конкретного случая получения покрытия, особенно для получения покрытий из
соединений при выдерживании большой точности химического состава; необходимость
специальной подготовки покрываемых поверхностей
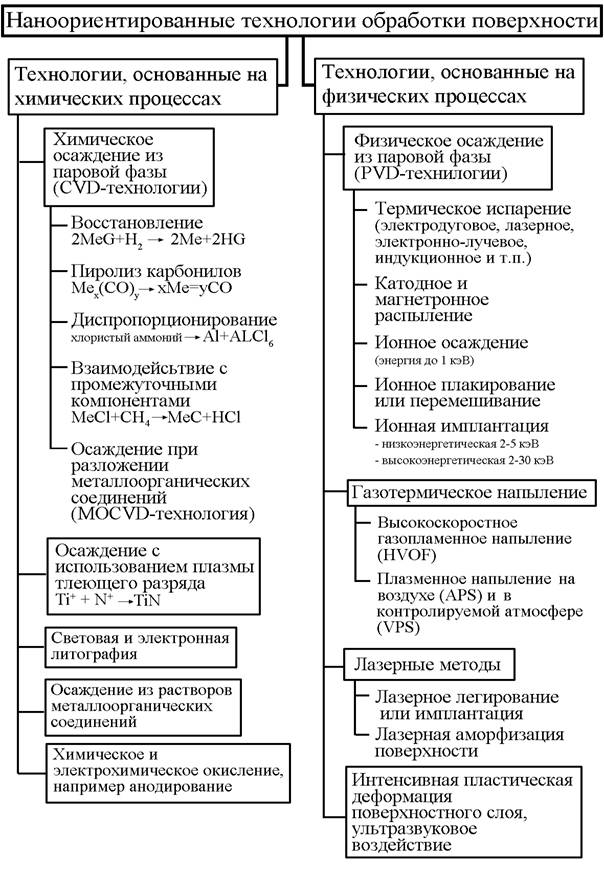
Рис. 24. Примерная
классификационная схема наноориентированных
технологий обработки поверхности
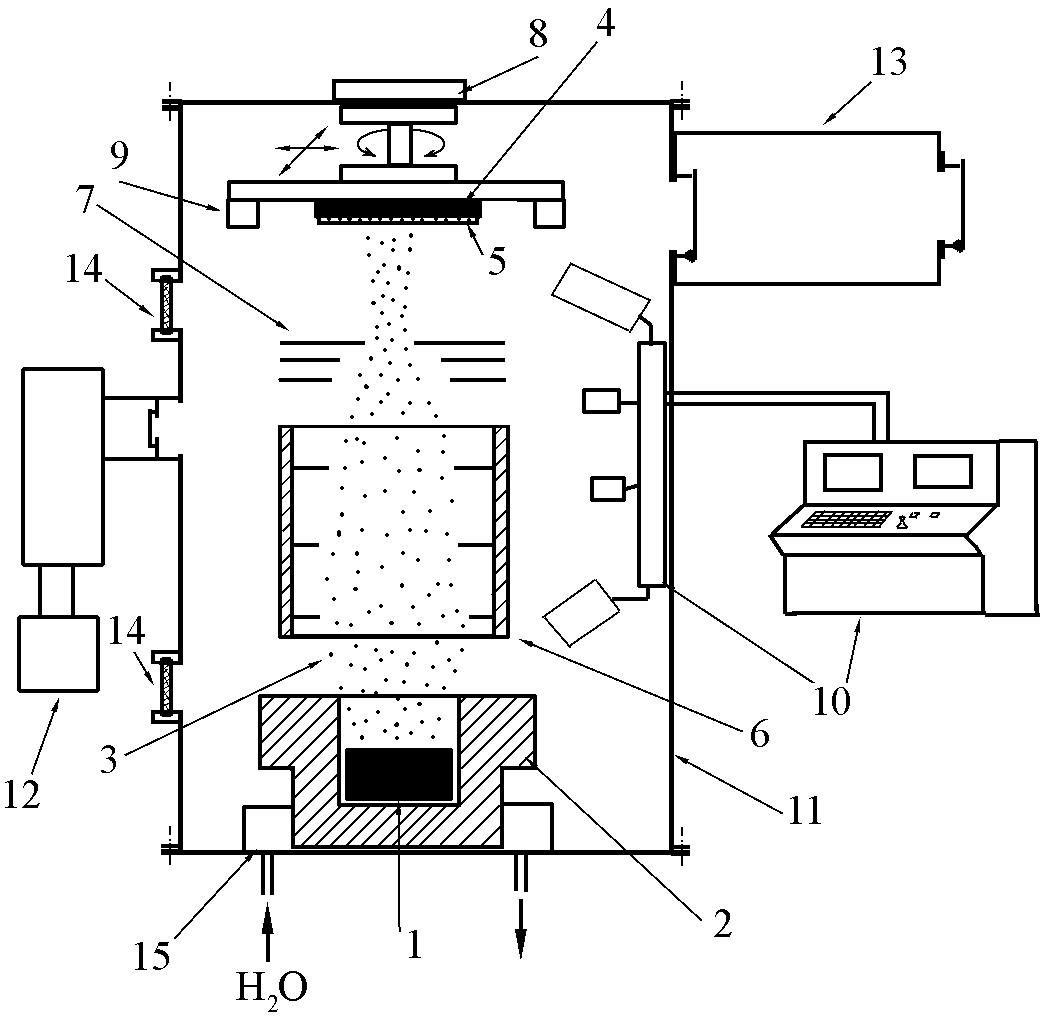
Рис.25. Типичная схема установки для нанесения
покрытия PVD-методом: 1 – материал для
покрытия, 2 – система перевода материала в паровую фазу, 3 – поток
испарившегося вещества, 4 – подложка, 5 – формирующееся покрытие, 6 – система
транспортировки материала покрытия в паровой фазе к подложке, 7 – система
фокусировки (и/или сканирования) потока вещества, осаждающегося на подложку, 8
– система закрепления подложки и ее контролируемого перемещения, 9 – система
регулирования температуры нагрева подложки, 10 – система управления и контроля
технологическими параметрами (температура подложки, скорость перевода материала
в паровую фазу, давление в камере, скорость осаждения покрытия, толщина покрытия
и др.), 11 – вакуумная камера, 12 – система создания и поддержания высокого
вакуума (система вакуумных задвижек, форвакуумных и высоковакуумных насосов,
азотная ловушка и др.), 13 – шлюзовая камера и система подачи и смены подложек,
14 – смотровые контрольные окна, 15 – система охлаждения
Термическое испарение
Впервые этот метод был использован для осаждения
тонких слоев металлов еще в конце XIX века
[130]. Однако только с появлением достаточно
совершенного вакуумного оборудования во второй половине XX века он нашел широкое применение для получения,
например, просветляющих покрытий для оптики, зеркал, интерференционных
фильтров, затемняющих оптических покрытий, декоративных покрытий на пластиках и
тканях, пленок полупроводников и электронно-оптических материалов. Иногда этот
метод называют также газофазным осаждением, вакуумным или термическим напылением.
Температуры нагрева некоторых веществ при
использовании метода
термического испарения в вакууме [94; 100]
|
Вещество |
Температура плавления, оС |
Используемые температуры испарения, оС |
|
Алюминий |
~ 650 |
1250…1400 |
|
Мышьяк |
820 |
> 300 |
|
Барий |
710 |
> 610 |
|
Бериллий |
1283 |
>1250 |
|
Висмут |
271 |
650…1000 |
|
Углерод |
~ 3700 |
> 2600 |
|
Хром |
~ 1900 |
> 1400 |
|
Железо |
1536 |
> 1480 |
|
Медь |
1084 |
> 1300 |
|
Золото |
1063 |
> 1400 |
|
Серебро |
961 |
> 1150 |
|
Платина |
1770 |
> 2100 |
|
Тантал |
3000 |
> 3100 |
|
Вольфрам |
3380 |
> 3250 |
|
Цинк |
420 |
350…1000 |
|
CdTe |
1100 |
750…850 |
|
BeO |
2530 |
2100…2700 |
|
Al2O3 |
~ 2030 |
> 1850 |
Процесс термического испарения осуществляют в вакууме
при давлении порядка 10-3–10-5 Па (10-5–10-7
мм.рт.ст.). При таком давлении длина
свободного пробега атомов или молекул имеет порядок несколько метров [124; 130]. Полученная в результате нагрева паровая фаза
напыляемого вещества свободно осаждается на подложку, имеющую температуру намного
ниже, чем температура паровой фазы. В зависимости от источника нагрева получили
распространение следующие варианты метода: электротермический нагрев (прямое
пропускание электрического тока или нагрев в тигле), нагрев в индукторе,
испарение за счет электродугового разряда, нагрев электронным или лазерным
лучом (рис. 26). Большинство из этих методов
рассчитано на испарение металлических материалов. Нагрев в тигле и использование
лазерного излучения позволяют испарять широкую гамму материалов. При этом
первый метод может использоваться для испарения материалов с относительно
невысокой температурой испарения, которая определяется температурной и
химической стойкостью материала тигля. Тигли из графита обеспечивают
температуру процесса до 1400 оС, из Al2O3 – до 1600 oC, из BN+TiB2 – до
1750 oC, из фольги Мо и Та с защитным
покрытием – до 1850 оС, из ThO2 и ZrO2 – до
2100 оС [130]. Важным условием выбора материала для тигля является
отсутствие химического взаимодействия между ним и испаряемым веществом при
высоких температурах. Для обеспечения лучших условий испарения и преодоления
ряда других недостатков испарения из тиглей используется электронно-лучевое испарение
[133; 139; 145]. В этом случае электропроводящий испаряемый материал
помещают в водоохлаждаемый тигель и нагревают электронным лучом при ускоряющем
напряжении луча 2-10 кВ и тока порядка 0,1 А. Пятно фокусировки электронного
луча на поверхности испаряемого материала может составлять до
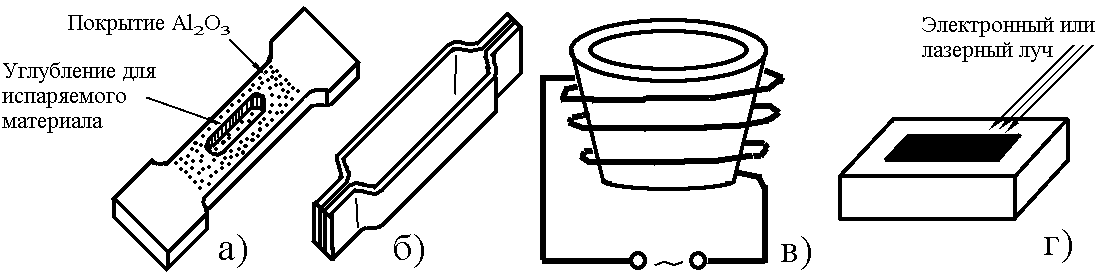
Рис. 26. Некоторые варианты метода термического
испарения: а) испаритель из металлического листа с защитным покрытием, б)
металлический испаритель в виде лодочки, в) керамический тигель с внешним
нагревательным элементом, г) испарение лазерным или электронным лучом
Использование лазерного излучения (импульсного или непрерывного)
позволяет избежать большинства температурных и химических ограничений и
устраняет потребность в тиглях. Практически мгновенное испарение вещества
позволяет сохранить соотношение химических компонентов в осаждаемой пленке
таким же, как и испаряемого материала. До недавнего времени применение
лазерного излучения в этих целях сдерживалось высокой стоимостью мощных
импульсных и непрерывных лазеров и сложностью юстировки оптических систем для
транспортировки, фокусировки и наведения лазерных лучей.
Использование вакуума приводит к тому, что в ряде
случаев температура, при которой достигается интенсивная скорость испарения,
обеспечивающая желаемую производительность процесса, получается ниже
температуры плавления испаряемого вещества. Для оценки рабочих температур нагрева
обычно используют температуру, обеспечивающую значение установившегося давления
паров испаряемого материала не ниже 1 Па (10‑2 мм.рт.ст.)
[130]. Для большинства материалов рабочие
температуры испарения находятся в пределах 1100…2600 оС (см. напр.
табл. 1) [124; 130]. Скорость осаждения
покрытий может составлять от нескольких ангстрем до нескольких микрон в секунду
(например, для W – до 5 мкм/с, для Al – до 40 мкм/с) [124; 130]. Для улучшения
адгезии или для создания определенной структуры осаждающегося покрытия в ряде
случаев применяется подогрев подложки.
Для создания покрытия из сплавов и соединений, как
правило, проводят испарение каждой компоненты из отдельного источника. Это связано
с тем, что при испарении сложного вещества его компоненты могут иметь сильно
различающиеся значения давления паров. В этом случае состав паровой фазы, а
следовательно, и состав покрытия будут отличаться от состава испаряемого
вещества. Кроме того, испарение соединений часто сопровождается процессами
диссоциации и/или ассоциации, что также препятствует получению заданного состава
покрытия. Непосредственное испарение соединения используется только в случае
одинаковой летучести компонентов и перехода вещества в паровую фазу в виде
неразложенных молекул [130].
К достоинствам метода термического испарения относится
относительная простота оборудования и контроля процесса, а к недостаткам –
низкая адгезия покрытия вследствие малой энергии осаждающихся на подложку
атомов или молекул и высокая чувствительность к наличию на поверхности подложки
посторонних пленок и загрязнений. Влияние этих недостатков можно несколько
снизить за счет использования специальных методов подготовки поверхности
(ультразвуковая очистка поверхности, химическая или электро-химическая очистка
и/или травление, ионное травление).
Метод термического испарения достаточно широко
используется при производстве жестких магнитных дисков для компьютеров [42]. Подложкой служит алюминиевый диск с высотой
микронеровностей на поверхности менее 20 нм с нанесенным аморфным
никель-фосфорным подслоем толщиной порядка 20 мкм (для улучшения адгезии и
компенсации различий коэффициентов термического расширения подложки и покрытия).
Сначала напыляется промежуточный металлический слой, например Ni-Fe, толщиной 500–1000
нм, а уже затем основной слой из магнитного материала, например сплава на
основе Co или Co-Cr, толщиной 100–500 нм. Поверх всего покрытия наносится
износостойкий защитный углеродный слой толщиной 30–50 нм. Также термическое
напыление используют и при производстве CD-дисков [42]. На диск из
пластмассы наносят алюминиевое основное покрытие с толщиной нанометрового
диапазона. В обоих случаях для обеспечения высокой чистоты материалов давление
в вакуумной камере составляет менее 10-5 Па.
Такие материалы для электронно-оптической техники и
для создания регулярных наноструктур, в том числе двумерных фотонных кристаллов,
как фуллереновые и композитные фуллереноосновные пленки также получают
рассматриваемым методом [146; 147]. Например, пленки С60-CdTe
(рис. 27) толщиной 200–600 нм на подложках
GaAs выращивают путём испарения микста заданного состава в вакууме при давлении
10-4 Па и температуре подогрева подложки около 160о С. [148].
В последние годы активно ведутся прикладные
исследования по получению тонких покрытий и слоистых композитов на их основе с
использованием для испарения материалов излучения импульсного лазера с очень
коротким временем импульса (вплоть до фемтосекундного диапазона). Такой метод в
литературе часто обозначают как PLD (pulsed laser deposition). Например, так
получают пленки Y2O3-ZrO2 на
кремнии для электроники [149], слоистые композиты,
состоящие из покрытия Sm–Fe толщиной 20 нм, подслоя Та толщиной 100 нм и
кремниевой подложки [150], магнитные пленки Ni со средним размером кристаллитов 40 нм [151].
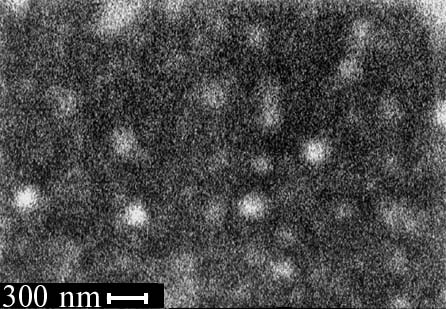
Рис. 27. Изображение топографической структуры
поверхности пленки С60-40%CdT,
полученное с помощью растрового электронного микроскопа [148]